吳宏武 瞿金平
華南理工大學(xué)聚合物新型成型裝備國(guó)家工程研究中心
華南理工大學(xué)聚合物成型加工工程教育部重點(diǎn)實(shí)驗(yàn)室
510640 廣州天河五山
摘要:介紹聚合物動(dòng)態(tài)注射成型技術(shù)以及實(shí)現(xiàn)該技術(shù)的塑化注射裝置。注射成型加工過程中使注射螺桿產(chǎn)生軸向脈動(dòng)的激振力,可以利用電磁、機(jī)械、液壓等方式來產(chǎn)生。電磁式振動(dòng)塑化注射裝置結(jié)構(gòu)緊湊、振動(dòng)頻率高;模塊化設(shè)計(jì)的液壓激振裝置結(jié)構(gòu)簡(jiǎn)單,輸出功率高,方便對(duì)傳統(tǒng)塑料注射機(jī)進(jìn)行改造。新技術(shù)具有加工能耗低制品質(zhì)量高等特點(diǎn),通過控制振動(dòng)頻率與振幅可以對(duì)制品的質(zhì)量進(jìn)行調(diào)控。
關(guān)鍵詞:脈動(dòng) 注射成型 振動(dòng)
一、前言
在傳統(tǒng)的注塑成型過程中,塑料的熔融完全是靠外加熱與機(jī)械剪切來完成的,最后的充模流動(dòng)則是在穩(wěn)定的外力作用下進(jìn)行的。由于塑料本身傳熱性能差,因此在傳統(tǒng)的注射機(jī)上,要使料筒中的塑料完全熔融,往往需要比較高的外加熱溫度,才能真正將熱量傳遞給靠里層的塑料。同時(shí)因?yàn)樵谒芑c注射過程螺桿沿軸線前后運(yùn)動(dòng),造成了塑料在料筒中的停留時(shí)間不均一,其所承受的加熱、剪切歷程也就不等,要使停留時(shí)間短的塑料在短時(shí)間那徹底熔化,必然需要提高料筒的外加熱溫度。在進(jìn)行注射充模填充時(shí),由于熔體本身同時(shí)具有高粘性高彈性的特點(diǎn),只有在較大的外力作用下才能使其流動(dòng)。也就是說要使塑料熔體能夠填充模腔,并將模腔中的空氣排出,要么就是進(jìn)一步提高熔體溫度,使其粘度降低,容易流動(dòng);要么就是施加高的注射壓力,強(qiáng)制使熔體進(jìn)入模腔進(jìn)行充模。因此傳統(tǒng)注射成型加工過程中的能耗都比較高,而且制品內(nèi)部存在有較大的殘余應(yīng)力。本文介紹一種新的注射成型加工技術(shù)——聚合物動(dòng)態(tài)注射成型技術(shù)。
二、動(dòng)態(tài)注射成型技術(shù)
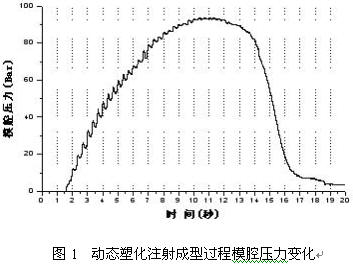
如果在注射成型過程中引入振動(dòng),使注射螺桿在振動(dòng)力的作用下產(chǎn)生軸向脈動(dòng),則成型過程料筒及模腔中熔體的壓力將發(fā)生脈動(dòng)式的變化[1],如圖1所示。改變外加振動(dòng)力的振動(dòng)頻率與振幅,熔體壓力的脈動(dòng)頻率與振幅也會(huì)發(fā)生相應(yīng)的變化,熔體進(jìn)入模腔進(jìn)行填充壓實(shí)的效果也必然會(huì)發(fā)生相應(yīng)的變化。通過調(diào)控外加振動(dòng)力的振動(dòng)頻率與振幅,可以使注射成型在比較低的加工溫度下進(jìn)行,或者是可以降低注射壓力和鎖模力,從而減小成型過程所需的能耗,減小制品中的殘余應(yīng)力,提高制品質(zhì)量。
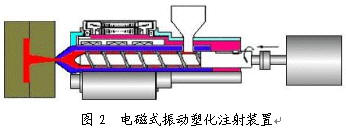
三、動(dòng)態(tài)塑化注射裝置 動(dòng)態(tài)注射成型加工過程中使注射螺桿產(chǎn)生軸向脈動(dòng)的激振力,可以利用電磁、機(jī)械、液壓等方式來產(chǎn)生。電磁式振動(dòng)塑化注射裝置結(jié)構(gòu)緊湊、可達(dá)到比較高的振動(dòng)頻率。圖2是電磁式振動(dòng)塑化注射裝置的結(jié)構(gòu)示意圖。
液壓激振的輸出功率大、效率高,可產(chǎn)生比較大幅值的脈動(dòng)。特別是當(dāng)前大多數(shù)螺桿往復(fù)式注射成型機(jī)所使用的驅(qū)動(dòng)系統(tǒng)都是液壓傳動(dòng)系統(tǒng),由液壓馬達(dá)、注射油缸驅(qū)動(dòng)注射螺桿旋轉(zhuǎn)和前后運(yùn)動(dòng),完成熔融計(jì)量、注射保壓動(dòng)作。如果能夠利用模塊化的激振裝置產(chǎn)生液壓激振壓力,并通過合適的結(jié)構(gòu)在不約束螺桿的旋轉(zhuǎn)運(yùn)動(dòng)與前后直線運(yùn)動(dòng)的情況下,將激振壓力與系統(tǒng)注射壓力疊加后作用到螺桿上,就可以實(shí)現(xiàn)動(dòng)態(tài)注射成型加工。模塊化液壓激振的動(dòng)態(tài)注射成型設(shè)備與傳統(tǒng)設(shè)備的結(jié)構(gòu)基本相同,應(yīng)用該模塊化的液壓激振裝置對(duì)傳統(tǒng)螺桿往復(fù)式注射成型機(jī)進(jìn)行改造的費(fèi)用也不大,可以在無需增加較大投入的情況下對(duì)傳統(tǒng)注射機(jī)進(jìn)行改造,大幅提升塑料制品加工廠的技術(shù)水平,而使用與維護(hù)仍然符合用戶的原來習(xí)慣。
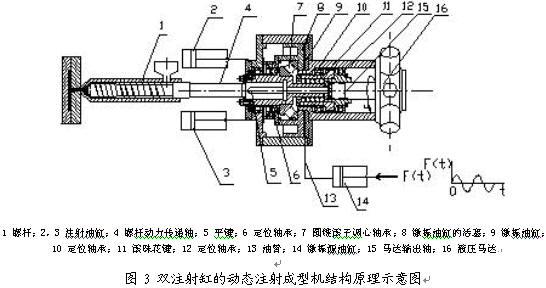
圖3是雙注射缸的動(dòng)態(tài)注射裝置結(jié)構(gòu)原理示意圖[2]。在交變外力F的作用下,激振源油缸中油壓的發(fā)生脈動(dòng),并傳遞到激振源油缸中作用在螺桿上。熔融計(jì)量時(shí),螺桿在背壓力與激振油缸中脈動(dòng)壓力的聯(lián)合作用下,一邊旋轉(zhuǎn),一邊脈動(dòng)式后退,使螺桿頭前面的熔體壓力脈動(dòng)變化。注射和保壓時(shí),注射油缸的注射壓力和激振油缸中活塞的軸向脈動(dòng)油壓疊加,使螺桿脈動(dòng)式向前運(yùn)動(dòng),進(jìn)行動(dòng)態(tài)注射成型。
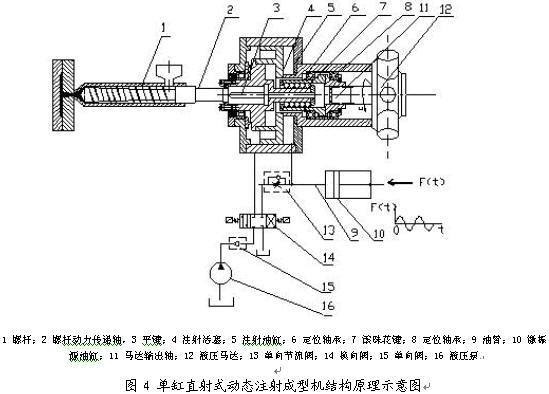
圖4是單缸直射式動(dòng)態(tài)注射裝置結(jié)構(gòu)原理示意圖[2]。與雙缸注射不同的是單缸注射的注射油缸同時(shí)充當(dāng)激振油缸的作用。由定量液壓泵,經(jīng)單向閥﹑換向閥﹑單向節(jié)流閥提供的油壓和激振源油缸提供的油壓疊加后產(chǎn)生脈動(dòng)油壓,并作用到注射油缸的活塞上,從而使螺桿在注射成型全過程中產(chǎn)生軸向脈動(dòng),完成動(dòng)態(tài)注射成型。
四、動(dòng)態(tài)塑化注射過程
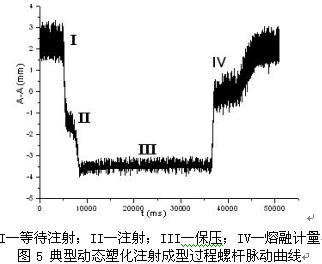
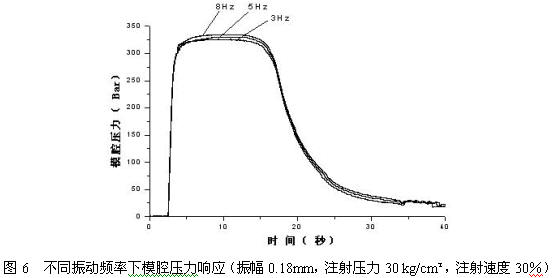
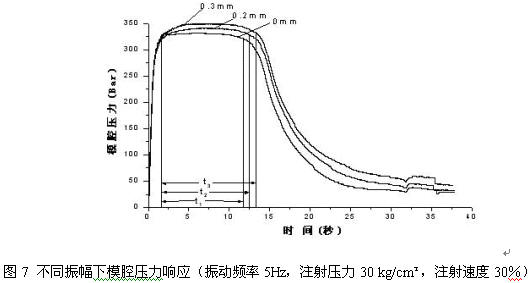
圖5是實(shí)測(cè)的動(dòng)態(tài)注射成型過程中螺桿脈動(dòng)幅值與時(shí)間的關(guān)系曲線[1]。由圖可以清晰地看到,在動(dòng)態(tài)注射成型過程中,塑化計(jì)量、注射、保壓階段螺桿均處于周期性脈動(dòng)狀態(tài)。圖6和圖7是不同外加振動(dòng)頻率與振幅下,動(dòng)態(tài)注射充模過程的模腔壓力變化情況[1]。外加振動(dòng)頻率或振幅為零的情況相當(dāng)于傳統(tǒng)的注射成型充模。對(duì)比圖上的曲線可以發(fā)現(xiàn),動(dòng)態(tài)注射充模過程的模腔壓力上升比較快,而且可以達(dá)到比較高的峰值,表明該過程的壓力損耗要小,這主要是熔體表觀粘度下降的結(jié)果。相應(yīng)地,熔體的充模能力也將有所提高。
五、動(dòng)態(tài)塑化注射制品性能
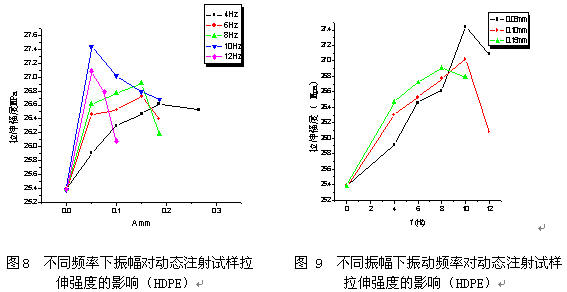
圖8和圖9分別是用動(dòng)態(tài)注射成型技術(shù)生產(chǎn)的HDPE試樣拉伸強(qiáng)度隨振幅以及頻率而變化的曲線[3]。從這兩個(gè)圖上可以看到,與沒有施加振動(dòng)的傳統(tǒng)注射工藝生產(chǎn)的試樣相比較,動(dòng)態(tài)注射成型的試樣拉伸強(qiáng)度較高。而且隨著振幅或頻率的增大,制品的拉伸強(qiáng)度有所增加。在振頻10Hz、振幅0.05mm時(shí)拉伸強(qiáng)度為27.44MPa,比穩(wěn)態(tài)加工的25.38MPa提高了8.2%。iPP在優(yōu)化的動(dòng)態(tài)注射成型條件下沖擊性能最大可以提高42%,而拉伸性能最大提高8%[4]。因此,通過控制振動(dòng)場(chǎng)的振動(dòng)頻率和振幅,可以有效地提高制品的強(qiáng)度,達(dá)到自增強(qiáng)的目的。
參考文獻(xiàn)
1. 許海航. 動(dòng)態(tài)注射充模過程模腔壓力響應(yīng)研究. 華南理工大學(xué)碩士論文,2004
2. 瞿金平. 聚合物動(dòng)態(tài)塑化成型加工理論與技術(shù). 科學(xué)出版社,2005
3. 許超. 動(dòng)態(tài)注塑過程對(duì)制品聚集態(tài)結(jié)構(gòu)和性能影響的研究. 華南理工大學(xué)碩士論文,2004
4. 鐘磊. 動(dòng)態(tài)注射成型聚丙烯制品性能與工藝優(yōu)化. 華南理工大學(xué)碩士論文,2004
論文來源: 2005年塑料加工年會(huì)
