搜索:
--請選擇類別--
塑料
橡膠
纖維
復(fù)合材料
涂料與助劑
天然高分子
新產(chǎn)業(yè)
纖維增強環(huán)氧樹脂復(fù)合材料成型工藝及應(yīng)用
時間:2005-07-02
相比傳統(tǒng)材料,復(fù)合材料具有一系列不可替代的特性,自二次大占以來發(fā)展很快。盡管產(chǎn)量小(據(jù)法國Vetrotex公司統(tǒng)計,2003年全球復(fù)合材料達700萬噸),但復(fù)合材料的水平已是衡量一個國家或地區(qū)科技、經(jīng)濟水平的標(biāo)志之一。美、日、西歐水平較高。北美、歐洲的產(chǎn)量分別占全球產(chǎn)量的33%與32%,以中國(含臺灣省)、日本為主的亞洲占30%。中國大陸2003年玻班纖維增強塑料(玻璃纖維與樹脂 復(fù)合的復(fù)合材料、俗稱“玻璃鋼”)逾90萬噸,已居世界第二位(美國2003年為169萬噸,日本不足70萬噸)。
表1 GF/EPR與鋼的性能比較
玻璃含量 GF/EPR(玻纖含量80wt%) AISI1008 冷軋鋼
相對密度 2.08 7.86
拉伸強度 551.6Mpa 331.0MPa
拉伸模量 27.58GPa 206.7GPa
伸長率 1.6% 37.0%
彎曲強度 689.5MPa
彎曲模量 34.48GPa
壓縮強度 310.3MPa 331.0MPa
懸臂沖擊強度 2385J/m
燃燒性(UL-94) V-O
比熱容 535J/kg·k 233J/kg·k
膨脹系數(shù) 4.0×10-6 k-1 6.7×10-6 k-1
熱變形溫度 204ºC(1.82MPa)
熱導(dǎo)率 1.85W/m·k 33.7W/m·k
介電強度 11.8×106 V/m
吸水率 0.5%(24h)
表2 幾種常用材料與復(fù)合材料的比強度和比模量
材料名稱 密度g/cm3 拉伸強度×104 MPa 彈性模量×106 MPa 比強度×106 cm 比模量×109 cm
鋼 7.8 10.10 20.59 0.13 0.27
鋁 2.8 4.61 7.35 0.17 0.26
鈦 4.5 9.41 11.18 0.21 0.25
玻璃鋼 2.0 10.40 3.92 0.53 0.21
碳纖維/環(huán)氧樹脂 1.45 14.71 13.73 0.21
碳纖維/環(huán)氧樹脂 1.6 1049 23.54 1.5
芳綸纖維/環(huán)氧樹脂 1.4 13.73 7.85 0.57
硼纖維/環(huán)氧樹脂 2.1 13.53 20.59 1.0
硼纖維/鋁 2.65 9.81 19.61 0.75
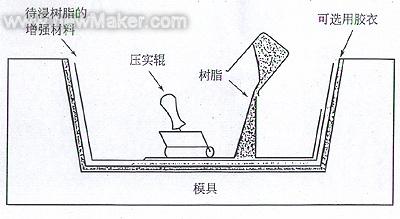
二、纖維增強環(huán)氧樹脂復(fù)合材料成型工藝簡介 1、手糊成型 (hand lay up)
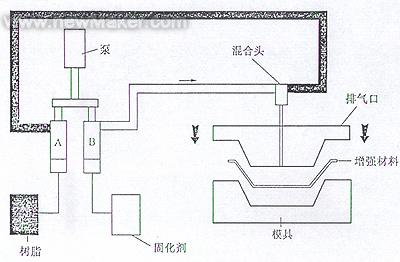
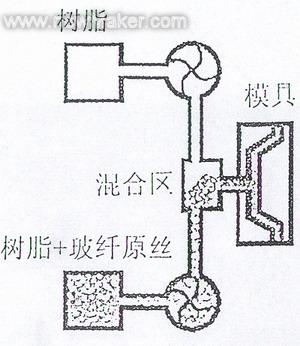
(1)概要 2、樹脂傳遞成型 (RTM)
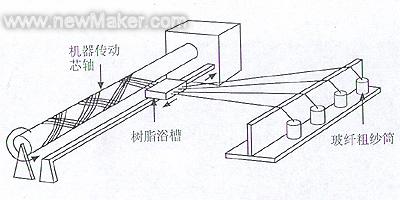
(1)概要 3、纖維纏繞 (FW)
(1)概要 4、RIM (Reaction Injection Molding-反應(yīng)注射成型)
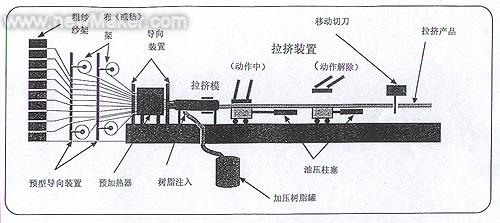
(1)概要 5、拉擠成型 (Pultrusion)
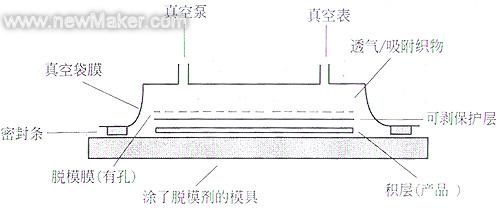
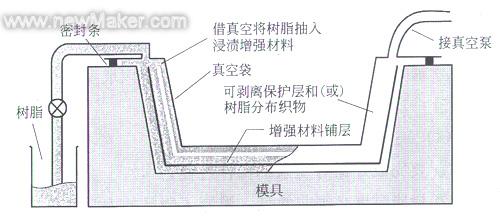
(2)原材料 6、真空袋法法成型 (Vacuum bag process)
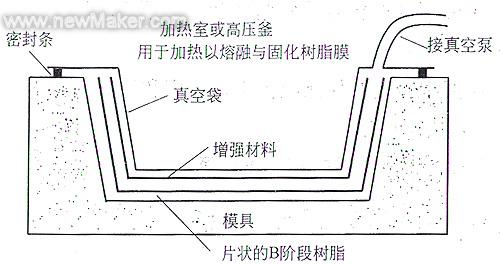
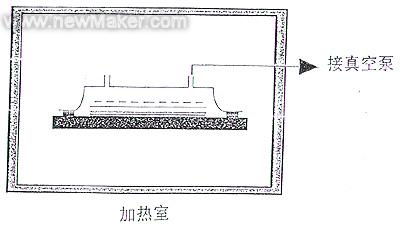
(1)概要 7、樹脂膜熔浸成型 (RFI-Resin Film Infusion)
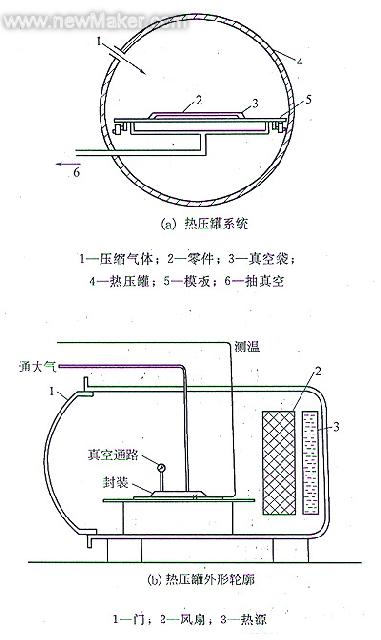
(1)概 要 8、預(yù)浸料(高壓釜)成型
(1)概要
(1)概要 10、SCRIMP,RIFT,VARTM
(1)概要 三、環(huán)氧樹脂復(fù)合材料的應(yīng)用 四、我國環(huán)氧樹脂市場分析
国内精品国产三级国产在线专_欧美日韩在线播放一区二区_成人xxxx视频_欧美激情视频一区_色女人综合av_久久久亚洲影院_久久久久久九九_成人免费网站在线_日韩美女毛茸茸_狠狠干一区二区
国产精品美女久久久久av超清 |
人偷久久久久久久偷女厕 |
午夜精品短视频 |
国产精品一区视频 |
成人伊人精品色xxxx视频 |
中文字幕在线中文字幕日亚韩一区 |
久久一区二区三区欧美亚洲 |
99porn视频在线 |
国产精品亚洲欧美导航 |
国产精品羞羞答答 |
成人在线视频网 |
国产日韩av在线播放 |
国产精品成熟老女人 |
91av视频在线播放 |
欧美激情久久久 |
亚洲欧美久久234 |
色与欲影视天天看综合网 |
99视频免费观看蜜桃视频 |
国产精品久久国产三级国电话系列 |
成人午夜在线观看 |
久久99精品国产一区二区三区 |
精品国产综合区久久久久久 |
精品一区久久 |
97超碰资源 |
国产精品久久久久av福利动漫 |
国产自产在线视频一区 |
性欧美精品一区二区三区在线播放 |
色与欲影视天天看综合网
|
色与欲影视天天看综合网 |
一区二区三区四区视频在线 |
久久久久久久久国产 |
国产精品www |
99精彩视频 |
特级西西444www大精品视频 |
久久久久久久久久av |
国产精品高精视频免费 |
91精品国产综合久久香蕉最新版 |
99国产超薄丝袜足j在线观看
|
97视频免费在线看 |
国产精品久久久久影院日本 |
激情伦成人综合小说 |
5566成人精品视频免费 |
国产精品一区视频 |
欧美在线视频一区二区 |
国内成+人亚洲 |
久久久综合av |
91最新在线免费观看 |
亚洲a∨一区二区三区 |
国产精品视频大全 |
麻豆91av |
国产视频999 |
欧美日韩精品免费观看视一区二区
|
日韩精品久久久 |
欧美黑人极品猛少妇色xxxxx |
国产精品成熟老女人 |
久久综合伊人77777麻豆 |
国产精品久久久av |
天天爽天天狠久久久 |
成人黄在线观看 |
午夜免费在线观看精品视频 |
久久久久se |
91日韩在线播放 |
欧美中文字幕精品 |
欧美亚州在线观看 |
91超碰在线电影 |
日产精品99久久久久久 |
亚洲午夜精品一区二区三区 |
国产精品一区二区久久久 |
777777777亚洲妇女 |
久久久久久九九九九 |
成人乱色短篇合集 |
国产精品极品尤物在线观看
|
国产日韩中文字幕 |
78色国产精品 |
欧美激情精品久久久 |
欧美二区在线 |
欧美极品色图 |
久久婷婷人人澡人人喊人人爽 |
亚洲精品欧美极品 |
91亚洲国产成人精品性色 |
国产精品福利久久久 |
午夜精品久久久久久久久久久久 |
视频一区二区在线观看 |
日本在线成人一区二区 |
欧美日韩精品免费观看 |
久久婷婷开心 |
久久精品aaaaaa毛片 |
国内一区二区在线视频观看 |
国产精品稀缺呦系列在线 |
91视频最新 |
亚洲综合精品伊人久久 |
成人免费网站在线 |
97人摸人人澡人人人超一碰 |
亚洲自拍偷拍一区 |
97伦理在线四区 |
国产精品一区二区欧美黑人喷潮水 |
成人免费淫片视频软件 |
91网站免费观看 |
亚洲专区在线视频 |
国产一区二区不卡视频 |
国外成人免费视频 |
日韩一区免费观看 |
91精品国产九九九久久久亚洲 |
26uuu久久噜噜噜噜 |
国产在线观看精品 |
精品人伦一区二区三区 |
蜜桃久久精品乱码一区二区
|
国产精品无码专区在线观看 |
91久久在线观看 |
国产精品对白刺激久久久 |
欧美人与性禽动交精品 |
亚洲国产精品久久久久久女王 |
久久久这里只有精品视频 |
国产成人+综合亚洲+天堂 |
国产欧美va欧美va香蕉在 |
av激情久久 |
欧美精品亚洲精品 |
午夜精品一区二区三区av |
日本精品一区二区三区在线播放视频 |
国产精品综合不卡av |
精品欧美国产 |
97在线视频精品 |
国产精品美女免费看 |
国产一区自拍视频 |
一级日韩一区在线观看 |
国产999精品久久久 |
成人免费在线看片 |
欧洲精品久久 |
国产精品高潮在线 |
久久精品aaaaaa毛片 |
51精品在线观看 |
动漫美女被爆操久久久 |
欧美精品久久久久久久免费观看
|
九九九九精品 |
91精品91久久久久久 |
亚洲在线视频福利 |
宅男一区二区三区 |
国产精品国模大尺度私拍 |
欧美激情精品久久久久久变态 |
91蜜桃网站免费观看 |
久久久久亚洲精品 |
99久久自偷自偷国产精品不卡 |
中文字幕精品一区日韩 |
91系列在线播放 |
韩国三级日本三级少妇99 |
国产成人精品福利一区二区三区
|
国产精品久久久久秋霞鲁丝 |
日本欧美精品久久久 |
国产三级精品网站 |
在线观看成人av电影 |
dy888夜精品国产专区 |
欧洲成人性视频 |
欧美h视频在线 |
亚洲综合成人婷婷小说 |
热99久久精品 |
成人激情视频在线 |
亚洲国产一区二区精品视频 |
日本高清不卡一区二区三 |
国产成+人+综合+亚洲欧洲 |
国语精品中文字幕 |
亚洲欧洲国产日韩精品 |
欧美激情亚洲激情 |
91国产精品电影 |
国产精品视频中文字幕91 |
亚洲影院高清在线 |
成人一区二区三区四区 |
神马影院午夜我不卡 |
亚洲伊人成综合成人网 |
97视频在线观看免费 |
亚洲伊人久久综合 |
国产成人一区二区三区小说 |
亚洲国产一区二区三区在线 |
中文字幕日韩精品久久 |
亚洲精品高清视频 |
国产欧美日韩一区二区三区 |
国产精品青草久久久久福利99 |
欧美在线亚洲在线 |
91av在线播放 |
欧美壮男野外gaytube |
91sa在线看 |
91国产一区在线 |
欧美亚洲另类久久综合 |
日韩在线三级 |
久久久久se |
久久影院理伦片 |
成人影片在线播放 |
91久久精品www人人做人人爽
|
国产精品xxx在线观看www |
国产精品a久久久久久 |
色综合久久88色综合天天看泰 |
欧美久久久久久 |
亚洲精品第一区二区三区 |
亚洲精品国产精品国自产观看 |
中文字幕一区二区三区四区五区六区 |
日韩影院一区 |
69av在线播放 |
成人黄色免费看 |
国产精品免费一区二区 |
欧美尤物一区 |
久久久久久亚洲 |
青青草原一区二区 |
91久久久一线二线三线品牌 |
九九九九精品 |
欧美精品久久久久 |
26uuu另类亚洲欧美日本老年 |
国产精品久久久久9999 |
国产精品专区一 |
精品91免费 |
日本在线一区 |
日本精品一区二区三区在线 |
亚洲xxxxx性 |
国产一区二区三区黄 |
午夜精品福利一区二区 |
韩日欧美一区二区 |
成人3d动漫一区二区三区91 |
丝袜美腿玉足3d专区一区 |
91视频8mav |
国产成人精品免费视频 |
伊人久久大香线蕉成人综合网
|
欧洲国产精品 |
裸模一区二区三区免费 |
欧美日韩一区在线视频 |
欧美日韩精品中文字幕一区二区 |
蜜桃导航-精品导航 |
91高清在线免费观看 |
国产精品美女www爽爽爽视频 |
女同一区二区 |
国产精品流白浆视频 |
婷婷久久青草热一区二区 |
日韩免费在线观看视频 |
国产一区国产精品 |
日本精品免费一区二区三区 |
国产98在线|日韩 |
91chinesevideo永久地址 |
国严精品久久久久久亚洲影视 |
97视频网站入口 |
欧洲一区二区在线观看 |
国产精品一区二区三 |
日本中文不卡 |
亚洲a区在线视频 |
伊人狠狠色丁香综合尤物 |
www.一区二区三区 |
亚洲欧美电影在线观看 |
国模吧一区二区三区 |
国产精品国产精品 |
午夜精品在线视频 |
国产成人一区二区三区小说 |
福利视频一区二区三区 |
国产伦精品一区二区三区免费视频 |
91久久精品国产91性色 |
国产欧美久久一区二区 |
国内精品久久久久影院 日本资源 |
亚洲欧洲精品一区二区 |
欧美一区二区视频在线 |
欧美一区二区综合 |
日本精品一区二区 |
久久久久久久久91 |
国内精品久久久久久久 |
97成人精品区在线播放 |
亚洲精品一区二区三 |
欧美亚州一区二区三区 |
欧美一级大胆视频 |
国产精品久久久久久久久粉嫩av
|
欧美一级bbbbb性bbbb喷潮片 |
国产不卡精品视男人的天堂 |
国产国语刺激对白av不卡 |
国产成人久久久 |
国产日韩欧美在线播放 |
国产精品一区二区三区观看 |
国产区欧美区日韩区 |
免费亚洲精品视频 |
欧美激情女人20p |
亚洲free性xxxx护士hd |
亚洲一区二区三区在线视频 |
国产高清一区视频 |
久久久99爱 |
91精品国产免费久久久久久 |
欧美孕妇孕交黑巨大网站 |
亚洲激情一区二区 |
日韩视频在线播放 |
国外色69视频在线观看 |
久久久久久久久久久人体 |
免费av一区二区三区 |
日本一区视频在线播放 |
国产精品一区久久久 |
国产精品www色诱视频 |
国产欧美 在线欧美 |
国产精品免费小视频 |
成人激情免费在线 |
麻豆传媒一区二区 |
成人动漫视频在线观看完整版
|
翡翠波斯猫1977年美国 |
国产精品区一区 |
欧美日韩国产一二 |
国内免费精品永久在线视频 |
91av国产在线 |
成人国产精品免费视频 |
99一区二区 |
国产日韩久久 |
天堂资源在线亚洲视频 |
性欧美在线看片a免费观看 |
国产精品露脸自拍 |
麻豆传媒一区 |
中文字幕人成一区 |
国产精品老牛影院在线观看 |
亚洲在线观看视频 |
高清欧美一区二区三区 |
国产精品美乳一区二区免费
|
97色在线观看免费视频 |
国产成人av网址 |
国产精品国语对白 |
国产美女精品在线观看 |
国产成人精品视频在线 |
国产精品入口免费视频一 |
亚洲中国色老太 |
亚洲精品成人自拍 |
91免费国产视频 |
久久综合九色综合网站 |
久久久免费在线观看 |
成人国产精品久久久 |
欧美劲爆第一页 |
99热最新在线 |
影音先锋亚洲视频 |
91在线播放视频 |
欧美性视频精品 |
91久久极品少妇xxxxⅹ软件 |
午夜精品久久久久久久99热浪潮 |
国产精品丝袜久久久久久不卡 |
亚洲欧美日产图 |
99精品欧美一区二区三区 |
欧美精品国产精品日韩精品 |
亚洲国产欧洲综合997久久 |
亚洲一区二区三区乱码aⅴ蜜桃女 |
亚洲精品日韩精品 |
加勒比在线一区二区三区观看 |
成人激情综合网 |
久久久人成影片一区二区三区观看 |
国产精品夜夜夜一区二区三区尤 |
国产精品久久久久久久久免费看 |
97精品国产97久久久久久春色 |
国产精品一区视频 |
国产成人精品视频在线观看 |
97在线视频免费播放 |
成人免费视频网站入口 |
日韩免费观看av |
久久国产主播精品 |
狼狼综合久久久久综合网 |
成人久久18免费网站图片 |
亚洲2020天天堂在线观看 |
欧洲精品亚洲精品 |
久久偷看各类wc女厕嘘嘘偷窃 |
国产精品免费一区二区 |
91久久久久久久久久 |
国产精品人成电影在线观看 |
91精品国产成人www |
精品一区久久久久久 |
国产日韩精品久久 |
精品久久久久久一区 |
欧美一级二级三级 |
欧美激情国产日韩 |
激情小说综合区 |
精品无人区一区二区三区 |
精品综合在线 |
国产成人精品自拍 |
国产伦精品一区二区三区高清版 |
91亚洲人电影 |
精品国产一区二区三区久久久久久 |
91影院未满十八岁禁止入内 |
91精品视频专区 |
eeuss一区二区三区 |
亚洲japanese制服美女 |
国产欧美一区二区三区久久人妖 |
国产精品视频yy9099 |
91久久国产综合久久蜜月精品 |
99在线视频首页 |
精品一区二区三区国产 |
中文字幕一区二区三区乱码 |
欧美激情视频播放 |
欧美一级大片在线免费观看 |
日本午夜人人精品 |
91免费国产视频 |
国语精品免费视频 |
亚洲高清视频一区 |
国产精品jvid在线观看蜜臀 |
91精品久久久久久久久中文字幕 |
粉嫩av一区二区三区免费观看 |
成人美女免费网站视频 |
精品国产乱码久久久久久108 |
欧美日韩一区在线播放 |
66m—66摸成人免费视频 |
国产日韩欧美电影在线观看 |
国产66精品久久久久999小说 |
曰韩不卡视频 |
国产精品一区二区三区久久久 |
91在线高清免费观看 |
麻豆av一区二区三区 |
琪琪第一精品导航 |
国内视频一区二区 |
久久久久久久久久久久av |
99re在线观看 |
一本色道久久综合亚洲精品婷婷
|
欧美国产欧美亚洲国产日韩mv天天看完整
|
久久久久久久久国产精品 |
欧美有码在线视频 |
欧美日韩精品免费在线观看视频 |
久久久噜久噜久久综合 |
国产精品免费一区豆花 |
一个色的综合 |
国产日韩欧美成人 |
日韩精品资源 |
99精品国产一区二区 |
国内精品久久久久伊人av
|
国产精品ⅴa在线观看h |
蜜桃传媒一区二区 |
国产成人精品一区二区 |
图片区小说区区亚洲五月 |
国产精品白嫩美女在线观看 |
日本视频一区在线观看 |
国产一区精品视频 |
日本人成精品视频在线 |
亚洲mv在线看 |
国内视频一区二区 |
国产精品一区二区电影 |
91精品国产91久久久久久 |
日韩精品久久一区二区三区 |
欧美亚洲伦理www |
日本成人黄色免费看 |
91精品久久久久久 |
国产成人在线视频 |
日韩亚洲一区在线播放 |
高清一区二区三区视频 |
91pron在线 |
日韩av免费一区 |
欧美极品少妇与黑人 |
永久免费精品视频网站 |
久久66热这里只有精品 |
91精品中文在线 |
2014国产精品 |
国产精品视频网 |
成人黄色片在线 |
国产精品视频xxxx |
国产精品久久91 |
韩国三级日本三级少妇99 |
欧美一级片在线播放 |
国内精品久久久久伊人av |
中日韩在线视频 |
2019日本中文字幕 |
一区二区免费在线视频 |
亚洲v国产v在线观看 |
国内精品视频一区 |
2018日韩中文字幕 |
97超级碰碰人国产在线观看 |
在线天堂一区av电影 |
亚洲图片都市激情 |
久久久之久亚州精品露出 |
久久久久久亚洲精品中文字幕 |
一级二级三级欧美 |
欧美综合在线观看 |
国产女精品视频网站免费 |
成人福利网站在线观看11 |
成人在线观看网址 |
99久久精品免费看国产一区二区三区
|
国产精品三区四区 |
精品国产免费久久久久久尖叫 |
欧美日本国产精品 |
午夜精品一区二区三区在线观看 |
一区二区三区四区欧美 |
亚洲在线视频一区二区 |
中文字幕久久综合 |
国产精品久久久久久久av电影 |
国产精品欧美日韩一区二区 |
国产玖玖精品视频 |
日本最新一区二区三区视频观看 |
中文字幕一区二区三区最新 |
国产精品久久一 |
国产一区不卡在线观看 |
一本色道久久综合亚洲二区三区
|
综合操久久久 |
96sao精品视频在线观看 |
国产精品久久久久av福利动漫 |
国产精品夜夜夜一区二区三区尤 |
日本免费高清一区 |
国产91精品久久久久久 |
成人黄色午夜影院 |
欧美福利视频在线观看 |
99视频在线 |
亚洲一区三区在线观看 |
97超级碰碰 |
欧美黑人性生活视频 |
日韩av手机在线看 |
色一情一乱一伦一区二区三欧美
|
成人国产精品久久久 |
亚洲欧美丝袜 |
91精品中文在线 |
欧美尤物一区 |
9a蜜桃久久久久久免费 |
一本一生久久a久久精品综合蜜
|
国产一区在线观 |
国产精品色视频 |
黄色99视频 |
国产aaa精品 |
国产丝袜不卡 |
国产97在线亚洲 |
欧美日韩另类综合 |
成人在线视频电影 |
欧美伊久线香蕉线新在线 |
日韩经典在线视频 |
亚洲最大av网站 |
久久免费视频网站 |
欧美激情导航 |
91欧美激情另类亚洲 |
久久久免费观看 |
欧美黑人巨大精品一区二区 |
97久久人人超碰caoprom欧美 |
5566日本婷婷色中文字幕97 |
在线丝袜欧美日韩制服 |
国产乱码精品一区二区三区日韩精品 |
国产精品久久久久福利 |
中文字幕中文字幕99 |
99porn视频在线 |
懂色中文一区二区三区在线视频 |
91高清视频免费 |
欧美激情性做爰免费视频 |
日本婷婷久久久久久久久一区二区 |
亚洲精品欧美一区二区三区 |
97在线观看免费 |
久久久在线观看 |
色综合色综合久久综合频道88 |
视频在线精品一区 |
欧美亚洲另类久久综合 |
岛国视频一区免费观看 |
国产主播一区二区三区四区 |
成人av番号网 |
一区二区精品在线 |
欧美黄色小视频 |
欧美国产日韩中文字幕在线 |
欧美一二三视频 |
国内精品在线一区 |
一本一本a久久 |
91av在线免费观看 |
97热精品视频官网 |
久久久久久久香蕉网 |
97视频免费在线观看 |
久久久久中文字幕 |
日本亚洲欧美三级 |
国产精品普通话 |
国产精品成人一区二区三区 |
国产一区免费 |
久久久久久久久久久网站 |
一区二区三区四区在线视频 |
欧美国产日韩一区 |
神马影院一区二区三区 |
日本日本精品二区免费 |
欧美一性一乱一交一视频 |
国产一区玩具在线观看 |
99在线视频免费观看 |
中文字幕中文字幕99 |
日本午夜人人精品 |
精品久久中出 |
亚洲精品国产精品国自产观看 |
97视频在线观看成人 |
亚洲综合最新在线 |
国内精品国语自产拍在线观看 |
一区二区成人国产精品 |
2021国产精品视频 |
国模一区二区三区私拍视频 |
亚洲精品乱码久久久久久蜜桃91
|
91视频在线免费观看 |
一区不卡字幕 |
国产精品v片在线观看不卡 |
国产伦精品一区二区三区视频黑人 |
欧美在线日韩精品 |
全球成人中文在线 |
亚洲成色最大综合在线 |
欧美在线影院在线视频 |
精品久久蜜桃 |
欧美激情亚洲另类 |
成人午夜小视频 |
亚洲韩国在线 |
国产日韩精品在线观看 |
亚洲一区精彩视频 |
国产自产女人91一区在线观看 |
亚洲精品8mav |
国产精品久久久亚洲 |
久久精品国产第一区二区三区最新章节
|
国产精品亚洲一区二区三区 |
国产午夜精品在线 |
国产精品视频999 |
热re99久久精品国99热蜜月 |
成人字幕网zmw |
色综合视频网站 |
91久久在线播放 |
欧美做爰性生交视频 |
久久久久无码国产精品一区 |
亚洲影视中文字幕 |
97成人精品视频在线观看 |
亚洲精品久久久久久一区二区 |
国产一区二中文字幕在线看
|
国产精品999 |
国产成人精品久久 |